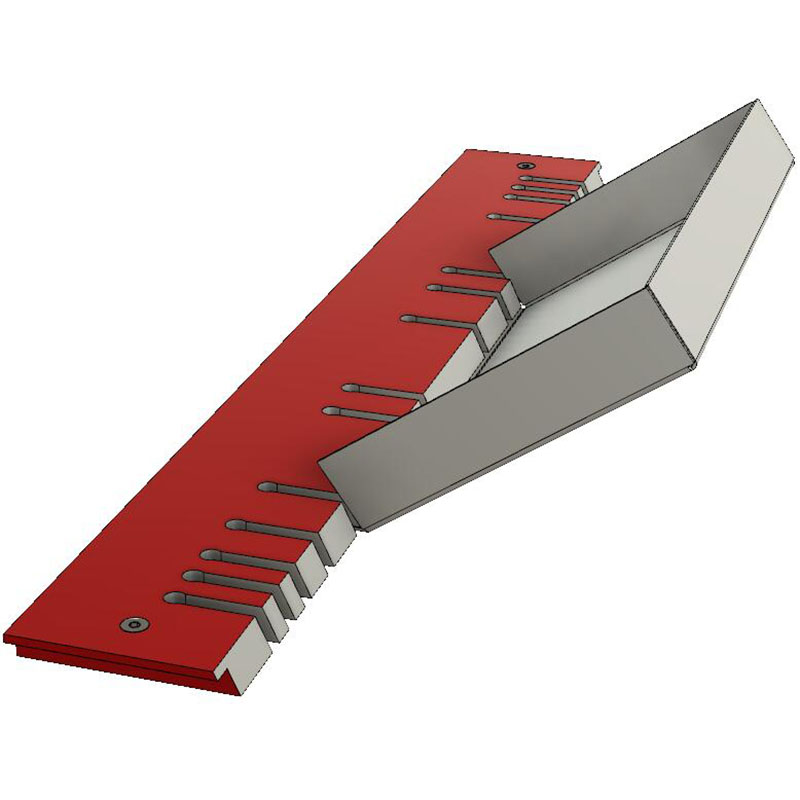
ЯКЫН КЛАМПБАР
Магнабенд урнаштырылган кыскыч
Магнабенд шетметаль катлау машинасы өчен эшләнгән берничә яңалыкның берсе.
Ул көйләнә торган "бармаклар" кирәксез тайзак тартмаларны һәм подшипкаларны бөкләүне тәэмин итә.
Бу кыскычның оялары арасындагы бүлекләр гадәти тормоз тормозының көйләнә торган бармакларына тиң, ләкин Магнабенд кыскыч белән аларны беркайчан да көйләргә кирәк түгел, чөнки дизайн барлык зурлыкларны тәэмин итә!
Бу яңалык түбәндәге күзәтүләр нәтиҗәсе: -
Беренчедән, өзлексез бөкләнү кыры булырга тиеш түгеллеге сизелде, чөнки бөкләүләр бармаклар арасында калган акыллы бошлыкларны узачак, бармаклар яхшы тигезләнгән очракта, алар иелүгә сизелерлек тәэсир итмиләр, һәм алар һәрвакыт яхшы урында тигезләнәләр. кыскыч, чөнки ул "бармакларны" урнаштырган.
Икенчедән, уяларны җентекләп тәртипкә китереп, кыскычның тулы озынлыгына кадәр чиксез дәрәҗәдәге зурлыклар җыелмасын тәэмин итү мөмкинлеге аңлашылды.
Өченчедән, оялар өчен оптималь позицияләр табу вак проблема түгеллеге билгеләнде.
Әгәр дә күп санлы уячалар бирелсә, бу кечкенә.
Ләкин кызыклы проблема - минималь саннарны табу, алар барлык зурлыкларны тәэмин итәчәк.
Бу проблеманы аналитик чишү юк кебек.Бу факт Тасмания университетындагы математиклар өчен иң кызыклы булып чыкты.
Ләкин бу проблеманы магнит инженериясе инженерлары (нигездә Джефф Фентон әфәнде) чиштеләр, алар "Монте-Карло методы" кулланган компьютер программасын уйлап таптылар.Бу программа позицияләр җыелмасы өчен фаразлау өчен очраклы сан генераторын кулланды, аннары позицияләр җыелмасы өчен иң яхшы фаразларга каршы сыналачак.Шулай итеп миллионлаган мөмкинлекләр сыналырга мөмкин.
4 Магнабенд моделе өчен оптимальләштерелгән урын позицияләре:
Түбәндәге таблицада күрсәтелгән позицияләр кыскычның сул очыннан үлчәнәләр һәм оя уртасына кадәр.
Eachәрбер уяның киңлеге 8 мм.
Модель билгеләре модельнең номиналь бөкләнү озынлыгын күрсәтәләр.Modelәр модельнең гомуми озынлыгы түбәндәгечә:
MODEL 650E: 670mm, MODEL 1000E: 1050mm, MODEL 1250E: 1300mm, MODEL 2000E: 2090mm.
Endәрбер очында бармак тоткычларын да кертеп, кыскычларның гомуми озынлыгы: югарыдагы озынлыкларга 20 мм өстәргә.
Уен тирәнлеге өчен үлчәм югарыдагы рәсемдә күрсәтелмәгән.Бу берникадәр факультатив, ләкин 40-50 мм тирәнлектә тәкъдим ителә.
| Уен No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| Модель 650E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 265 | 345 | 475 | 535 | 555 | 575 | 595 | 615 | ||||||||||||||||
| Модель 1000E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 385 | 445 | 525 | 695 | 755 | 835 | 915 | 935 | 955 | 975 | 995 | ||||||||||||
| Модель 1250E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 345 | 465 | 505 | 675 | 755 | 905 | 985 | 1065 | 1125 | 1165 | 1185 | 1205 | 1225 | 1245 | |||||||||
| Модель 2000E | 55 | 75 | 95 | 115 | 135 | 155 | 175 | 265 | 435 | 455 | 555 | 625 | 705 | 795 | 945 | 1035 | 1195 | 1225 | 1245 | 1295 | 1445 | 1535 | 1665 | 1695 | 1765 | 1795 | 1845 | 1955 | 1985 | 2005 | 2025 |
ТОРМЫШ КЛАМПБАРЫН КУЛЛАНУ
Сакланган кыскыч, тәэмин ителгәндә, тиз һәм төгәл тайзаклар һәм савытлар ясау өчен идеаль.
Подшипниклар ясау өчен кыска кыскычлар җыелмасыннан өстенлеге шунда ки, бөкләү кыры автоматик рәвештә машинаның калган өлешенә тигезләнә, һәм кыскыч эш кисәген кертү яки бетерү өчен автоматик рәвештә күтәрелә.Беркайчан да ким түгел, кыска кыскычлар чиксез тирәнлектәге подшипниклар формалаштыру өчен кулланылырга мөмкин, һәм, әлбәттә, катлаулы формалар ясау өчен яхшырак.
Куллануда, оялар гадәти тартма һәм табак катлау машинасы бармаклары арасында калган бушлыкларга тигез.Уеннарның киңлеге шундый ки, теләсә нинди ике оя 10 мм зурлыктагы подшипникларга туры киләчәк, һәм ояларның саны һәм урыны шундый ки, барлык зурлыктагы подшипниклар өчен һәрвакыт аңа туры килә торган ике уяу табылырга мөмкин. .
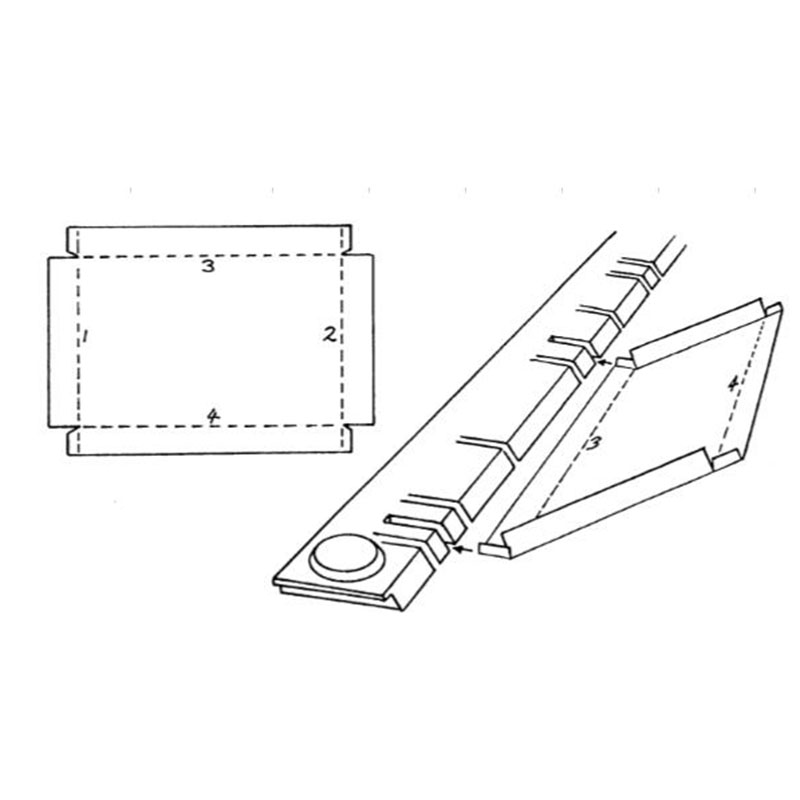
Тайсыз подносны катыру өчен:
Беренче ике капма-каршы якны һәм почмак кыстыргычларын ябыштырылган кыскычны кулланыгыз, ләкин уяларның булуын санга сукмагыз.Бу уялар әзер катламнарга күренми.
Хәзер калган ике якны бөкләү өчен ике уяны сайлагыз.Бу чыннан да бик җиңел һәм гаҗәп тиз.Бары тик өлешчә ясалган подносның сул ягын иң сул ягы белән тезегез һәм уң ягына керергә урын бармы-юкмы икәнен карагыз;булмаса, сул як киләсе урында булганчы подносны сузыгыз һәм кабатлап карагыз.Гадәттә, ике урынны табарга якынча 4 шундый тырышлык кирәк.
Ниһаять, подшипник кыры белән кыскыч тактасы астында һәм ике сайланган оя арасында, калган якларны бөкләгез.Элегерәк формалашкан яклар сайланган катламнарга керәләр, соңгы катламнар беткәч.
Тоткыч озынлыгы белән диярлек озынлык белән, кыскычның бер очын уяу урынына кулланырга кирәк булырга мөмкин.
Бокслар - урнаштырылган кыскычлар
Пост вакыты: июнь-03-2023